This website uses cookies policy in order to improve services and personalize the offer to customers in accordance with the protection of personal data. You can change the cookie settings here. Close
Malt houses are an integral part of the food industry. Due to high demand and larger production volumes are nowadays malt houses independent semi-automatic plants producing malt for different breweries. Thanks to technological progress barley are processed in large volumes, but with the increase in production comes an increase in the risk of explosion during the processing of bulk material. The presence of combustible dust from barley constantly threatens the health and life of employees and production technology. There is a risk of explosion not only during the manipulation with the material on conveyors but also in all other parts of the processing cycle.
The main purpose of this case study is to show and describe all the risk areas that differ in malt houses, with the application of the most suitable explosion protection for each part of the plant. The aim of RSBP is to ensure the entire process and thus protect human life and minimalize the irreversible damages on a property using an effective solution. Efficient protection prevents high investments in the recovery of destroyed technologies.

Production of malt is a complex process that requires frequent changes in material handling. Due to movements and modifications of barley, there is a risk of explosion in almost the entire malt production process. You can consider as a risk any mechanical process in which you swirl combustible dust. Initiating elements in a form of a spark or heat source, added to the mixture of dust in the air, can form a devastating explosion. It is necessary to design an appropriate type of explosion protection. At RSBP, our priority is to provide the client with an in-depth analysis of its operation concerning the current state of its equipment and design a reliable solution that will prevent the fatal consequences of an explosion.
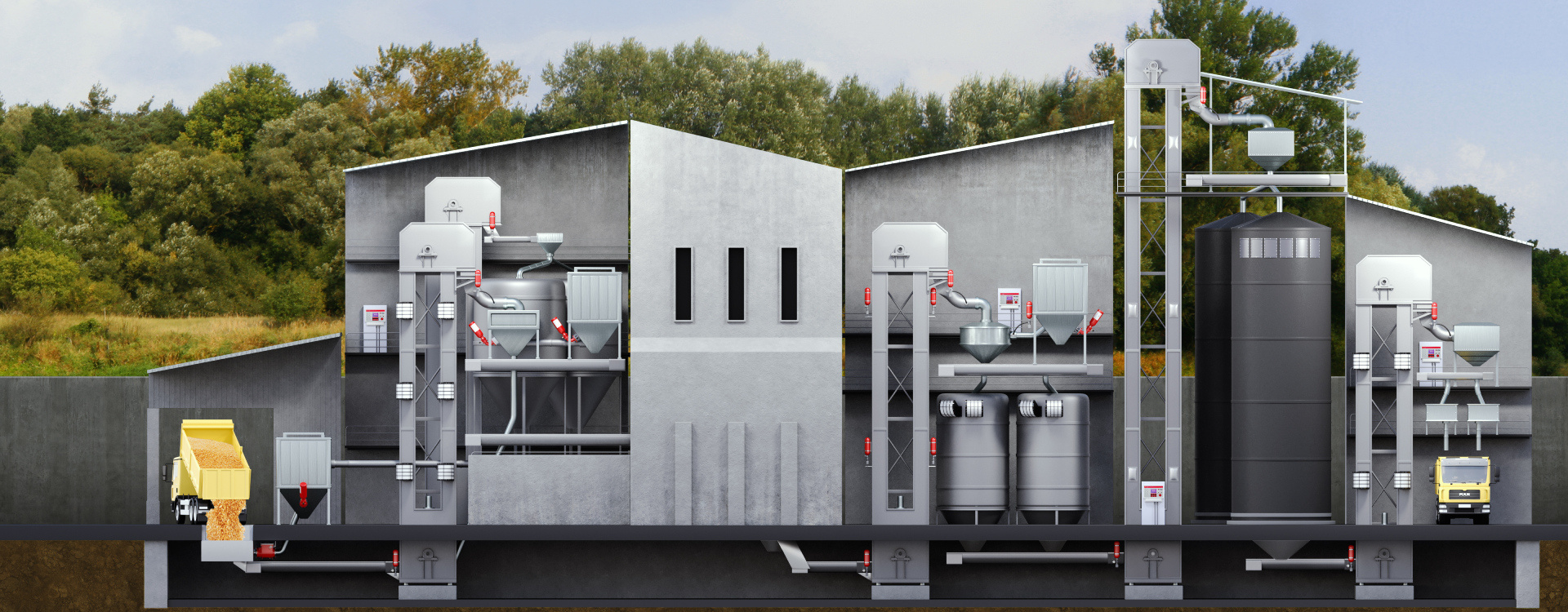
In this case-study are shown types of explosion protection suitable for different parts of the process. There is a risk of explosion of combustible dust in the dry part of the production process when handling barley grain. First, barley grain is moved from the truck to the receiving container. From there, the grain is taken to underground tanks and from there to screw conveyors. The bucket elevators and conveyors move the grain into silos, from which the barley is moved to the wet process and transformed into the malt. Then it is moved to the operating hoppers and afterward to the bag hoppers. Another bucket elevator transports the material to the vibrating conveyor up to the scale, then it is moved by the bucket elevator to the shredder and the scale again, from where the malt falls into the concrete silos. The screw conveyor transports the grain to the polisher. The whole process ends with the dosing of malt into bags, wagons, and cars.
Risk analysis in the malt house by RSBP
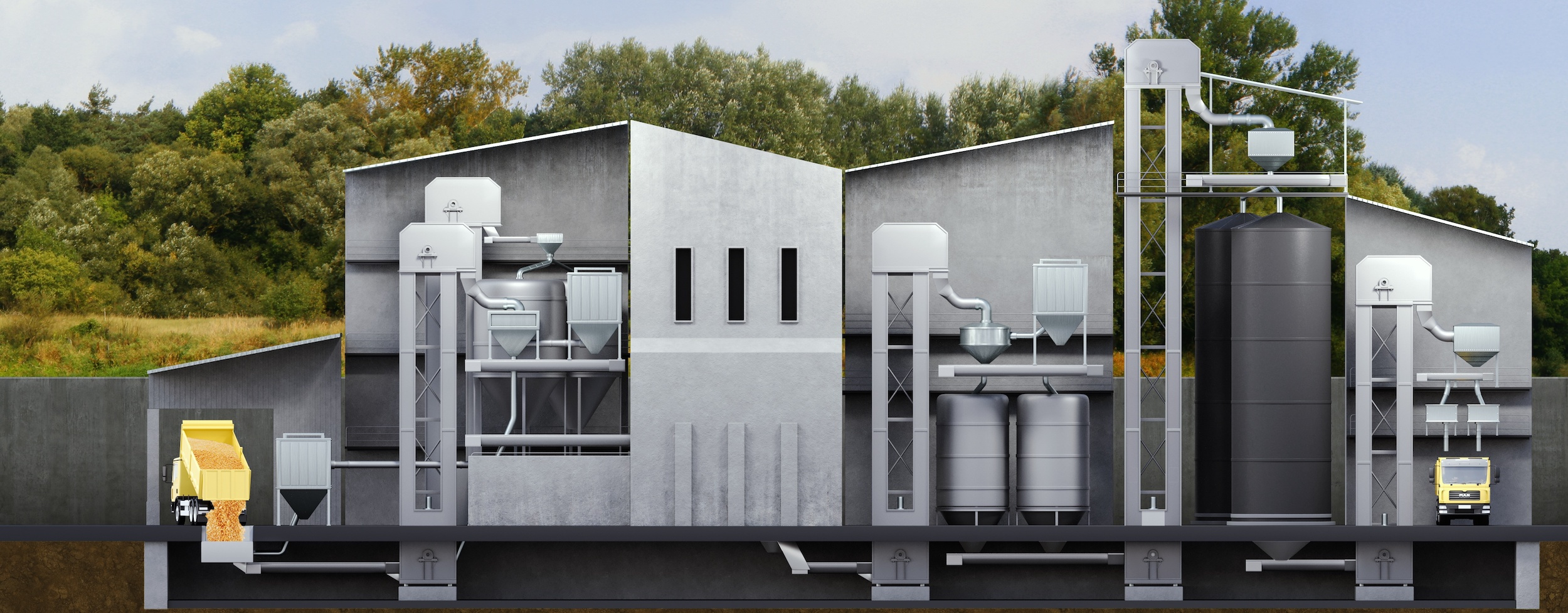
We have proposed the following type of explosion protection for this model situation. The main goal was to provide the best solution for the client with the best possible type of explosion protection. We have protected the vibrating purifier inside the malt house with explosion suppression technologies - the HRD system. RSBP has developed a special HRD cylinder holder that allows moving the device in individual axes, which means maximum protection efficiency for vibration units. We applied the same technology to the filtration equipment.
For devices located inside the factory, explosion suppression technology is the best way to protect the operation, lives, and to minimize damages in the case of an explosion. Suction routes are protected by a back-flap valve - B-FLAP I PRO or HRD barriers.
For bucket elevators, we have chosen protection using a special certified ELEVEX system, which, due to its variability, always provides the most suitable type of protection designed for a specific situation. At RSBP, we design and modify the elevator protection according to its location - in the outside areas of the complex, or inside in the factory hall. The transmission of the explosion from the bucket elevators to the following parts of the production technology is blocked by installing an HRD barrier at the entrance and exit points to/from the elevator.
Barley and malt tanks are usually protected by explosion venting devices in a variant according to the location of the silos. For the silos inside the malt house, we have chosen flameless venting explosion protection. In the picture, you can notice our FLEX R PRO devices located in the upper part of the silos. Outside containers are protected with VENT PRO explosion venting devices located on the top of the silo.